加熱方式別 一覧へ戻る
加熱方式別 一覧へ戻る
用途別 一覧へ戻る
業種別 一覧へ戻る
誘導加熱の自動車関連部品製造への適用
コスト低減、低歪・低変形、金属の特性・品質向上自動車関連製造業
 |
|
| |
誘導加熱は以下にご紹介するように、自動車関連の部品加工、熱処理の分野に多く適用されています。
ディーゼルエンジンの部品低減による大幅なコストダウン
従来、ディーゼルエンジンはシリンダブロックボア部の耐摩耗性を必要とすることから、高合金鋳鉄製ライナーを挿入しています。このたび、ボア内面を直接液中焼入れをし、ライナーと同等以上の耐摩耗性が得られたことによりライナーを省略する事が出来、大幅なコスト低減が可能となりました。
|
 |
|
| |
|
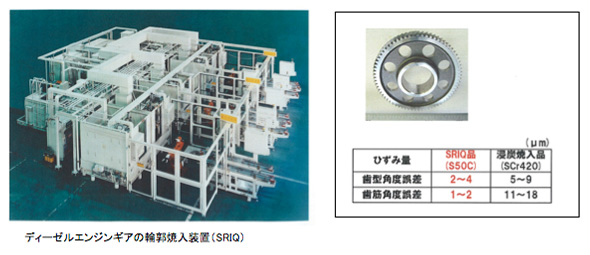
短時間加熱による材料の変形極小
200kHzの高周波誘導加熱で超急速短時間加熱焼入れ(Super Induction heating and Quenching:SRIQ)をすることにより、短時間でひずみ、変形の少ない焼入れが出来、品質の安定化、生産性の向上が図れます。従来難しかった、歯車の輪郭に沿って等焼入れ深さを実現できます。
|
|
| |
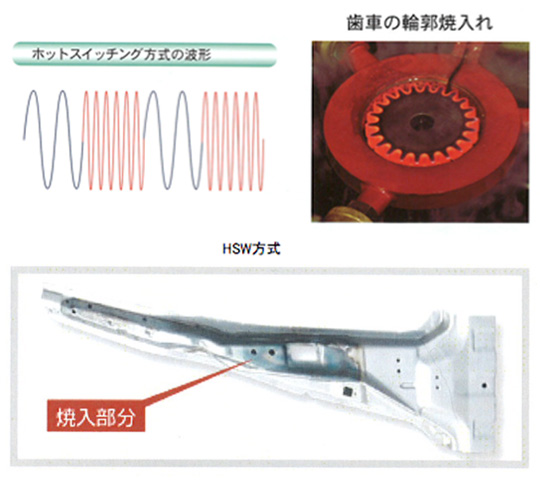
高周波電流の性質をフル活用
高周波の2つの周波数を合成した誘導加熱方式(HSW方式)では、従来不可能であった焼入れパターンが生成でき、異型部品の輪郭焼入れ(歯車、リングギア)、異硬化層の焼入れ(中空ドライブシャフト、ラックバー)が可能になりました。
また高周波電流には通電リードの直下を流れようとする性質があるため、通電リード形状を工夫する事により、焼入したい部分のみを昇温させる事ができます。
|
 |
|
|
 |
|
| |
高周波誘導加熱により耐磨耗性向上の熱処理が出来、これにより部品レス化が図られ、下記の利点があります。
従来のディーゼルエンジン製造方法に比べ
- シリンダーライナーレス化により大幅なコスト低減が出来ます。
- ライナー圧入工程が省略できます。
- 同一寸法のブロックで排気量アップが図れます。
- 耐摩耗性、耐スカッフィング性が向上します。
- オイル消費量が低減できます。
- 高周波電流の性質をフル活用します。
- 超急速短時間加熱により、材料の変形を極小に抑えます。
- 2つの異なる周波数を合成することにより異型部品、異硬化層の熱処理が出来ます。
- 焼入したい部分のみを昇温させる事ができます。
|
|
|
加熱方式別 一覧へ戻る
用途別 一覧へ戻る
業種別 一覧へ戻る