加熱方式別 一覧へ戻る
用途別 一覧へ戻る
業種別 一覧へ戻る
高品質、省エネ、生産性の向上 鋼管製造会社
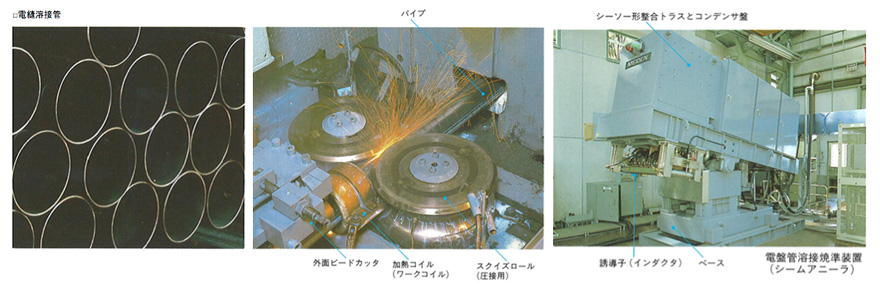
電縫鋼管は板のエッジ付近だけを加熱・圧接して、接合するのが特徴です。誘導加熱、特に高周波加熱特有の表皮効果と近接効果によって、必要最低限の加熱・溶接が可能になり、ムダのない溶接ができます。高速加熱ができるので、高い生産性が得られます。 高品質管では、溶接後、溶接シーム部の組織を戻すために(硬度を下げる)、シーム部のみを加熱するヒータが付加される場合があります。(シーム焼準、焼鈍) 温度制御が容易で応答性もよく、安定した溶接品質が得られます。最近ではコンピュータによる「溶接入熱自動制御システム」も導入され一層の品質向上に結びつけています。 コンパクトに構成でき省スペース化が図れます。
方式:誘導加熱 / 業種:鉄鋼・非鉄金属 / 用途:溶接・接着
株式会社明電舎