|

【略歴】
2000年 ノースウェスタン大学(米国)経済学 博士取得
ブリティッシュ・コロンビア大学(カナダ)
経営・商学部助教授
2003年 東京大学大学院経済学研究科 助教授
2007年 東京大学大学院経済学研究科 准教授
2012年 東京大学大学院経済学研究科 教授(現在に至る)
2018年 東京大学公共政策大学院 副院長 教授(現在に至る)
【その他の主な活動】
(独)経済産業研究所
ファカルティ・フェロー(2006年~)
プログラム・ディレクター(2012年~)
公正取引委員会 競争政策センター主任研究官(2011年~)
|
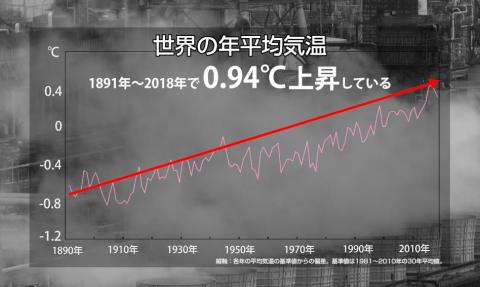
日本の最終エネルギー消費の約半分は産業が占めており、その内、化石燃料を直接燃焼して使っているエネルギーはかなりの割合を占めている。別のエネルギー源に変えていく、あるいはもっとドラスティックに、素材から、根っこから考えていくというような、ある種のイノベーションがすごく重要である。
エネルギー消費の最適化によるコスト低減といった様々な取組みが、いかに産業部門に広がっていくかという点がひとつ大きなキーになると考える。
従来は確かに化石燃料の直接燃焼というやり方が非常に簡便であったし、またコストも安かった。しかし、パリ協定といった脱炭素化の機運もある。企業のCSRを超えた部分で、生産プロセスを変えられるのかという視点を持って、もう一回見ていく必要がある。環境を自らの経営の根本の軸の一つとして据えるというところまで考えられれば、ある意味世の中の今後の、もう少し一歩先の一手が打てると考える。
このチャプターをご覧になるには
こちらをクリック
|